
产品详细介绍

滁州钢筋笼绕筋机基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱动,加工精度高2、配有多个托料自动液压辊,防止钢筋笼因为自重而变形3、校直系统均采用高强度合金材料,强度高,抗耐磨,提高易损件的使用寿命4、自主设计放线架,防止乱线。采用ABB、Panasonic等进口电控元器件,确保设备运行稳定;>> 设备操作简单、人性化,单人可作业;>> 钢筋笼直径误差控制精准,可达到极限偏差要求;>> 主筋间距误差小,能控制在1cm之内;>> 一米之内盘筋间距误差可控制在5mm以内;>> 配备二氧化碳保护焊,耗材损耗量少;>> 可生产双盘筋、双主筋高要求钢筋笼产品;>> 流水线作业,每班3人即可正常生产钢筋笼;>> 套筒连接及对焊连接的主筋可直接上设备生产;>> 熟练工人使用设备生产,效率高;>> 自动上料,减少工人劳动强度;>> 单段不超过12米,吊装、运输方便;>> 零部件设计寿命长,备件更换简单快捷;
本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,滁州钢筋笼绕筋机完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。2)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。

滁州钢筋笼绕筋机安装与使用钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。钢筋笼下放到位后要对其顶端定位,防止浇注砼时钢筋笼偏移、上浮,下放要留存影像资料。钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。●材料规格主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业钢筋绕筋机具体做法是:在定位钢筋顶端的顶吊圈内两根平行的工字钢。将整个定位骨架支托于护筒顶端。两个工字钢的净距应大于导管外径30CM。然后撤下吊绳,用用4根φ25短钢筋将工字钢及定位筋的顶吊圈焊于护筒上。钢筋笼下完后应在钢筋笼上拉上十字线,找出钢筋笼中心,根据保护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合并固定,使钢筋笼定位于孔中心。一方面可以防止导管或碰撞而使整个钢筋骨架变位或落入孔中,另一方面也可起到防止骨架上浮的作用。
 <滁州>建贸机械设备有限公司
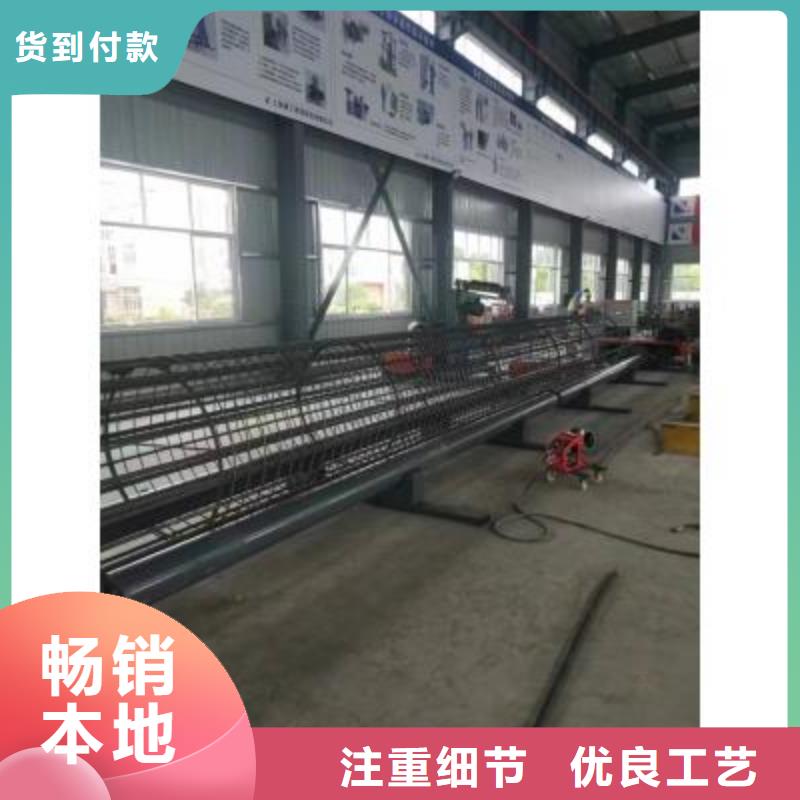
安徽滁州钢筋笼地滚机生产厂家
<滁州>建贸机械设备有限公司
安徽滁州钢筋笼地滚机生产厂家

全自动钢筋笼绕筋机是将这些设备有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为钢筋笼的集中制作、统一配送提供了奠定了良好的技术和物质基础。同时,全自动钢筋笼绕筋机的使用将大大的减轻操作人员的劳动强度,为施工单位创造良好的经济效益和社会效益。全自动钢筋笼绕筋机的使用,开创了钢筋笼加工的新局面,是今后钢筋笼加工的发展方向。
我们在使用机械时,不管质量再怎么好,使用寿命再怎么长,也是需要日常的精心维护保养,否则就会大大的折损机器的使用寿命。那么我们在使用前的检查工作也是必不可少的,接下来就给大家科普一下钢筋笼滚焊机的使用前检查工作。